


我们精心制作的钢筋笼双绕筋绕筋机就是好产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:钢筋笼双绕筋绕筋机就是好的图文介绍

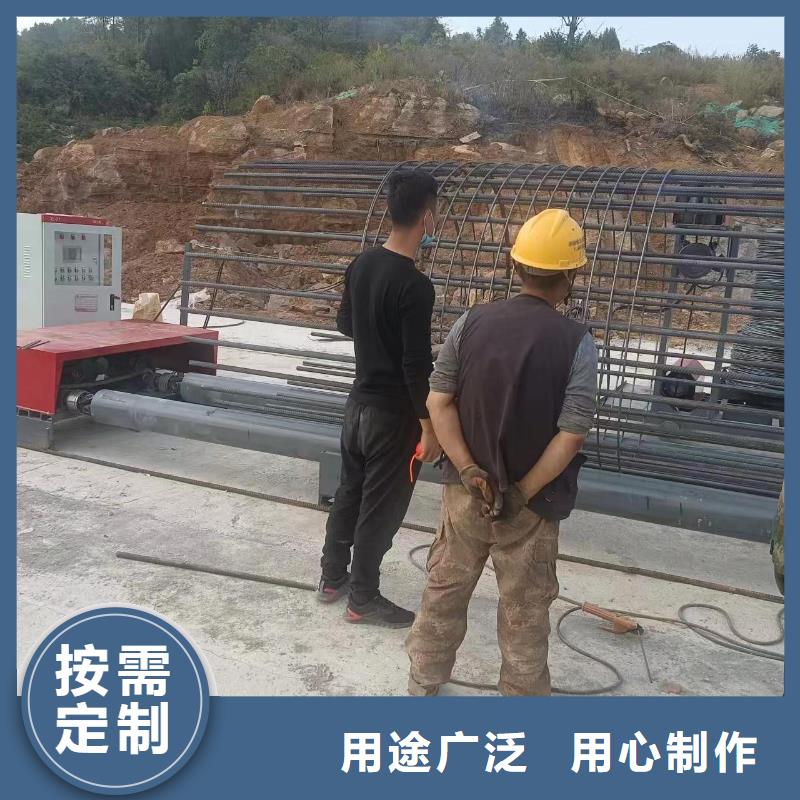
江西宜春钢筋笼绕筋机1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3.适合各种主筋箍筋数量,形式、江西宜春当地型号、江西宜春当地大小、江西宜春当地长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、江西宜春当地安装、江西宜春当地生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6.采用螺纹连接技术可定位,帮助提高钢筋笼分解、江西宜春当地安装速度。数控钢筋滚笼绕筋机设备要求:1、江西宜春当地操作规程①检查设备的传动、江西宜春当地操作、江西宜春当地润滑、江西宜春当地气动系统和各种开关起始位置、江西宜春当地制动防护装置、江西宜春当地电力稳压系统及电气指示是否完好、江西宜春当地正常。②按设备润滑图表注油润滑。③以手动方式低速试运转主轴和伺服轴。④根据零件加工程序单,检查数控系统内存的刀具补偿值及零点偏置值是否有误。⑤紧固零件使用螺栓的规格要和设备工作台的槽规格一致,紧固时用力应该适中,禁止在设备各部件加力校正零件。


因 江西宜春钢筋笼滚焊机产品批次不同, 江西宜春钢筋笼滚焊机原材料价格不同,具体详细价格请联系我们建贸数控钢筋笼滚焊机厂家有限公司的销售经理。



搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、江西宜春单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。江西宜春钢筋笼绕筋机当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、江西宜春压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、江西宜春为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。


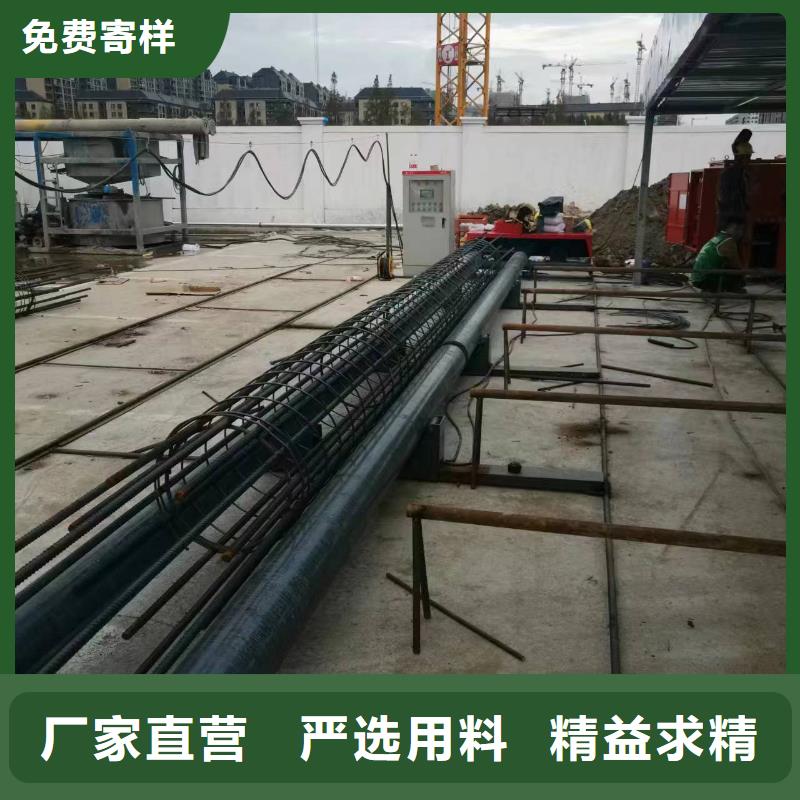
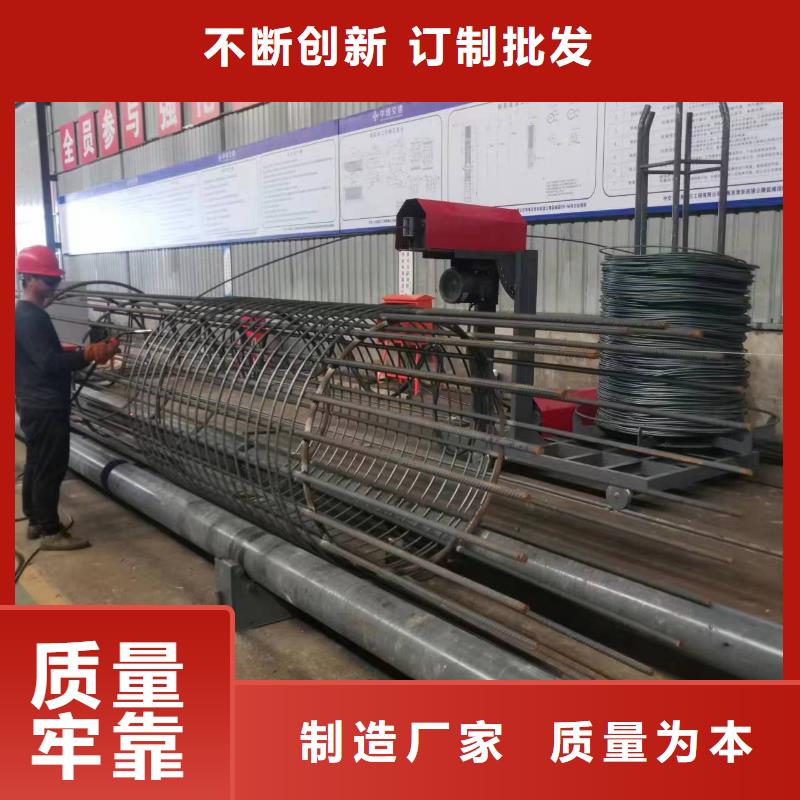
钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。江西宜春钢筋笼绕筋机12米以上,或者单节钢筋笼较重时,骨架中间加焊1、江西宜春当地2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、江西宜春当地箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。


